
For integrated actuators, Rare Earth bonded Neodymium (NdFeB) magnets — both compression bonded and injection molded — are typically the more cost-effective choice. It's important to note that this analysis applies specifically to NdFeB (rare-earth) bonded magnets, not ferrite or sintered Alnico magnets, which have fundamentally different performance and cost characteristics. They provide sufficient magnetic performance for a wide range of applications while offering unparalleled design flexibility and lower manufacturing costs compared to their high-strength sintered Neodymium counterparts.
What You'll Learn
This analysis breaks down the true cost of choosing between bonded and sintered magnets for your integrated actuator design. We’ll cover:
- The Upfront Cost Comparison: A direct look at material and manufacturing expenses.
- Key Performance Trade-Offs: How much magnetic strength do you actually need?
- The Total Cost of Ownership: Why the initial price tag is only part of the story.
- Optimal Use Cases: A clear guide on when to choose bonded magnets for maximum value.
The Fundamental Cost-Performance Trade-Off
The decision between bonded and sintered magnets hinges on a classic engineering balance: cost versus performance. While sintered magnets offer the highest magnetic strength, that power comes at a significant premium in both material cost and manufacturing complexity.
Upfront Costs: Materials and Manufacturing
Bonded magnets have a distinct advantage in upfront cost for two primary reasons:
- Material Composition: A bonded magnet is a composite of magnetic powder and a polymer binder (like nylon or PPS). This binder displaces a significant volume that would otherwise be filled with expensive rare-earth magnetic material. As the source material notes, energy product scales with the square of the magnetic powder volume, but for many actuator applications, this trade-off is highly favorable from a cost perspective.
- Manufacturing Process: Bonded magnets are either Compression bonded or injection-molded. This process allows for the creation of complex, intricate, near-net shapes directly out of the die or mold. Sintered magnets, being brittle and fully dense, must be formed into simple blocks or discs and then sintered at high temperatures and ground to their final, precise geometry—a slow, wasteful, and expensive secondary step.
The Bottom Line: For integrated actuators with complex geometries, the near-net-shape capability of Bonded magnets dramatically reduces manufacturing time and material waste, leading to a lower per-unit cost.
Performance Costs: Energy Product and Temperature Limits
The primary advantage of sintered magnets is their raw power.
- Sintered NdFeB magnets deliver a maximum energy product (BHmax) in the range of 35-55 MGOe.
- Bonded NdFeB magnets operate in the 3-12 MGOe range. Compression bonded NdFeB can go as high as 12 MGOe and injection Molded NDFeB between 3 and 5 MGOe depending on how much binder is added.
Similarly, sintered magnets offer higher temperature ceilings (up to 250°C), whereas bonded magnets are limited by their polymer binder. High-performance PPS (polyphenylene sulfide) binders allow for continuous operation up to approximately 175°C, which is more than sufficient for the majority of actuator applications.
The critical question for a cost analysis is: Are you paying for performance you don’t need? For many integrated actuators in robotics, medical devices, and consumer electronics, the 5-10 MGOe typical range of a bonded magnet is perfectly adequate, making the extra cost of a sintered magnet unnecessary.
Why Bonded Magnets Excel in Integrated Actuators
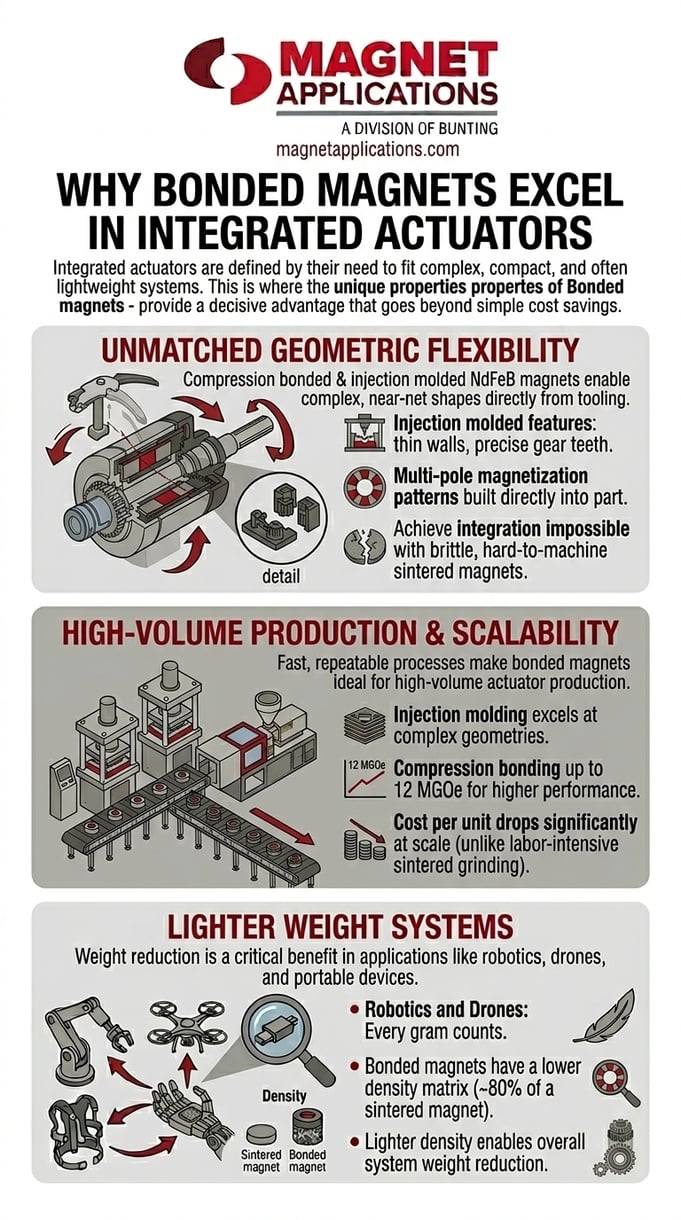
Integrated actuators are defined by their need to fit complex, compact, and often lightweight systems. This is where the unique properties of Bonded magnets provide a decisive advantage that goes beyond simple cost savings.
- Unmatched Geometric Flexibility: Compression bonded and injection molded NdFeB magnets both offer the ability to achieve complex, near-net shapes directly from the tooling. Injection molded bonded magnets in particular allow for features like thin walls, precise gear teeth, and multi-pole magnetization patterns built directly into the part. This enables a higher level of system integration that is physically impossible to achieve with brittle, hard-to-machine sintered magnets.
- High-Volume Production and Scalability: Both compression bonding and injection molding are fast, repeatable processes, making bonded NdFeB magnets the ideal choice for high-volume actuator production. Injection molding in particular excels at complex geometries, while compression bonding offers higher magnetic output (up to 12 MGOe) for applications that need more performance without stepping up to sintered. The cost per unit drops significantly as production scales, unlike the labor-intensive grinding process for sintered magnets.
- Lighter Weight Systems: Due to their polymer binder matrix, bonded magnets have a lower density (around 80% of a sintered magnet). This weight reduction is a critical benefit in applications like robotics, drones, and portable electronic devices where every gram counts.
Calculating the Total Cost: Beyond the Price Tag
A truly expert cost analysis looks beyond the per-unit price to the total cost of ownership, which includes the risk of failure and misapplication. Choosing a magnet based on a single datasheet value, like temperature, can lead to expensive and difficult-to-diagnose system failures.
The Hidden Cost of Misapplication: The Failure Masquerade
Failures in bonded magnets often don't look like magnet problems. Instead, they "masquerade" as other system issues, leading to wasted engineering time and incorrect diagnoses. This is because the polymer binder, not the magnetic powder, is typically the point of failure.
| Actual Cause (Bonded Magnet) | Apparent Symptom |
|---|---|
| Thermal creep of the polymer binder | Electronic calibration drift in a sensor |
| Pressure differential on the binder | Sensor measurement error |
| Flex fatigue at the particle-binder interface | Signal noise in wearable devices |
| Chemical hydrolysis of the binder | Process stream contamination |
By understanding these failure modes, designers can choose the right type of Bonded magnets (e.g., a PPS binder for high-temperature and chemical resistance) and avoid these hidden costs, ensuring long-term reliability.
The Verdict: When to Choose Bonded Magnets for Your Actuator
Your choice should be guided by the specific demands of your application. This simple framework will help you make the most cost-effective decision.
Choose Bonded Magnets when:
- Cost is a primary driver for the project.
- The actuator design requires complex, intricate, or thin-walled shapes.
- High-volume, repeatable production is necessary.
- The required magnetic strength falls within the bonded NdFeB range — up to 12 MGOe for compression bonded, or 3–5 MGOe for injection molded.
- Operating temperatures will not exceed the binder's limit (up to ~175°C with a PPS binder).
- Lightweighting is a key design goal.
Consider Sintered Magnets when:
- Maximum possible magnetic energy density is the absolute top priority.
- The operating environment consistently exceeds 200°C.
- The required geometry is a simple block, ring, or disc.
- Cost is a secondary concern to raw magnetic power.
For the vast majority of modern integrated actuators, the balance of customizable geometry, scalable manufacturing, and sufficient performance makes Bonded magnets the superior and more intelligent financial choice.
Frequently Asked Questions
Why are bonded magnets generally more cost-effective than sintered magnets?
Bonded magnets have lower upfront costs for two main reasons. First, their material is a composite of magnetic powder and a polymer binder, which displaces expensive rare-earth material. Second, they can be injection-molded into complex, near-net shapes, which eliminates the slow, wasteful, and expensive secondary grinding process required for brittle sintered magnets.
What are the key performance differences between bonded and sintered magnets?
The primary performance difference is magnetic strength and temperature resistance. Sintered magnets offer a much higher maximum energy product (BHmax) of 35-55 MGOe and can operate up to 250°C. Bonded NdFeB magnets have a lower energy product ranging from 3–12 MGOe depending on manufacturing method — compression bonded can reach up to 12 MGOe, while injection molded typically falls between 3–5 MGOe. A 5–10 MGOe range is typical for most applications. They are also limited by their polymer binder to operating temperatures around 175°C.
When is it better to choose a bonded magnet for an integrated actuator?
You should choose a bonded magnet for an integrated actuator when cost is a primary driver, the design requires complex or intricate shapes, high-volume production is needed, and the required magnetic strength falls within the bonded NdFeB range (up to 12 MGOe for compression bonded, 3–5 MGOe for injection molded). They are also the ideal choice when operating temperatures will not exceed 175°C and when making the system lightweight is a key design goal.
